, — 9.2
§ 9.2 Ремонт трубопроводной арматуры
Вся арматура, применяемая на химических и нефтеперерабатывающих заводах в системе технологических трубопроводов и на отдельных аппаратах, должна быть подвергнута периодической ревизии независимо от того, наблюдались ли в системе неисправности в процессе эксплуатации или она работала надежно. Многие вентили или задвижки на протяжении всего межремонтного пробега находятся в одном и том же положении (открыты или закрыты), поэтому при каждом ремонте арматуру следует “расходить”, пока маховик не начнет вращаться свободно, а шпиндель с запорным органом – подниматься и опускаться.
Арматура, подвергаемая ревизии, не снимается с трубопровода, если в этом нет необходимости. Прежде всего, проверяют легкость открывания и закрывания задвижек, вентилей и кранов. Затем разбирают крышку, извлекают маховик вместе со штоком (шпинделем) и запорным органом (клином, плашками, клапаном или пробкой) и проверяют состояние уплотняющих поверхностей.
Требующую ремонта арматуру демонтируют, промывают и в собранном виде отправляют в мастерскую. Здесь ее разбирают и путем осмотра и замеров устанавливают дефекты. Разборка производится в следующей последовательности: сначала снимают маховик (штурвал), затем разбирают крышку, извлекают шток вместе с запорным органом. При осмотре штока и запирающих поверхностей определяют характер ремонта. Клин, плашку у задвижек и клапан у вентиля осматривают через лупу, а седла под них в корпусе арматуры (если они не видны) – с помощью зеркала или системы зеркал.
Если на уплотнительных поверхностях имеются изношенные участки и раковины глубиной до 0,5 мм, их шлифуют; износ глубиной до 0,1 мм ликвидируется притиркой.
В процессе притирки, т.е. взаимного перемещения сопрягаемых деталей (или детали) и притира (плиты или оправки), в поверхность которых вдавлен абразивный материал, детали искусственно изнашиваются.
Притиры изготавливают из мелкозернистого чугуна, их рабочая поверхность должна быть очень точной и чистой.
В качестве абразивного материала применяют наждачный, корундовый и кварцевый порошки, а также искусственные материалы (карбиды кремния и бора и др.). Большинство притирочных работ производят с помощью паст. Распространена паста ГОИ (Государственного оптического института), содержащая окись хрома (74 – 81%), стеарин (10%), расщепленный жир (5 – 10%), силикагель (1,8 – 2%) и другие составляющие. Различают грубую, среднюю и тонкую пасты. Тонкой пастой обычно завершают притирку уплотнительных поверхностей арматуры.
До начала притирки притираемые поверхности тщательно промывают бензином или керосином и насухо вытирают чистой тряпкой. Абразивный материал, смешанный с маслом, или паста, разведенная в керосине, тонким слоем наносится на поверхность детали.
Движения должны быть такими, чтобы поверхности притирались равномерно на всех участках. В процессе притирки порошок или пасту несколько раз меняют, каждый раз, тщательно удаляя предыдущий слой керосином. Притирку производят вручную или на специальных притирочных машинах.
Качество притирки определяют “на карандаш” или “на краску”. Способ проверки “на карандаш” заключается в том, что на подготовленных поверхностях плашек, клина, клапана или пробки (для кранов) наносят тонкие поперечные риски. Если после сопряжения притираемых деталей и их взаимного перемещения риски везде окажутся стертыми, то считают, что достигнута хорошая притирка.
Разъединенные поверхности, покрытые многочисленными раковинами, восстановить притиркой невозможно. Такие поверхности обтачивают и шлифуют на станках.
Отличительная особенность ремонта предохранительных клапанов – тщательная проверка пружин. После разборки их промывают в керосине и осматривают. Пружины с забоинами, рисками и вмятинами на поверхности бракуются.
Отклонение опорных плоскостей от перпендикулярности к оси пружины не должно быть более 0,01 ее высоты. Пружина не должна обладать остаточной деформацией; при проверке ее трехкратно сжимают статической нагрузкой.
При ремонте каждого предохранительного клапана следует руководствоваться инструкцией, составленной для клапанов данной конструкции. Предохранительные клапаны регулируют и испытывают воздухом на специальном стенде. Клапан считается отрегулированным, если при заданном давлении он открывается, а при снижении давления закрывается с хлопком.
После ремонта арматура испытывается на прочность и плотность опрессовкой.
Ремонт запорной арматуры: оборудование для обслуживания
Запорная арматура является важнейшим элементом любого трубопровода. Не имеет значения, бытовой ли это водопровод или промышленная магистраль для перекачки технических жидкостей, неисправность подобного устройства может привести к возникновению аварийных ситуаций с печальными последствиями. Именно поэтому необходимо выполнять профилактическое обслуживание и ремонт запорной арматуры, не дожидаясь появления аварийных протечек.
Содержание
- Виды запорной арматуры
- Устройство клиновых задвижек
- Ремонт запорной арматуры — возможные неисправности
- Неисправности шпинделя
Виды запорной арматуры
Если быть точным, то запорная арматура предназначена непосредственно для прерывания потока рабочей среды в трубопроводах. Но в бытовом обиходе в эту группу включают не только перекрывающие устройства, но и механизмы регулировки и стабилизации потока жидкости или газа.
Обычно под запорной арматурой подразумевают:
- Шаровые краны
- Водопроводные краны другой конструкции
- Вентиля
- Смесители
Данные устройства в основном устанавливаются на бытовых сантехнических приборах. А на магистралях водоснабжения или отопления, имеющий больший диаметр, применяют задвижки различных конструкций. Именно про ремонт и обслуживание запорной арматуры такого типа и поговорим.
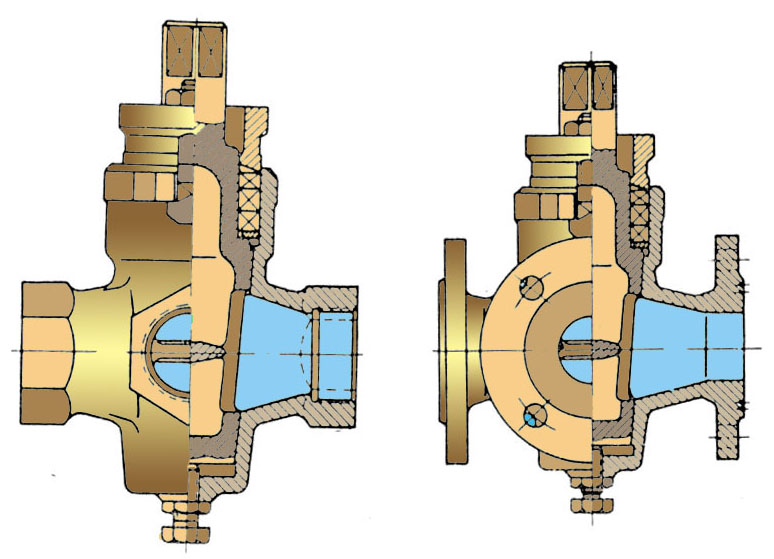
Устройство клиновых задвижек
Данная запорная арматура наиболее распространена на сегодняшний день. Она может быть смонтирована на трубопроводах с внутренним диаметром от 15 до 2000 мм.
- Чугунные задвижки отличаются невысокой стоимостью, обеспечивают надежное перекрытие потока. Еще одно немаловажное преимущество запорной арматуры данного типа — отличная ремонтопригодность. Чугунные задвижки могут применяться на магистралях, работающих под давлением до 160 атмосфер. К недостаткам стоит отнести хрупкость чугуна, из которого сделан корпус устройства, кроме того, не рекомендуется эксплуатация таких задвижек в условиях отрицательных температур.

- Стальные задвижки, в число которых входит и нержавеющая запорная арматура, применяются чаще других модификаций. Изделия из нержавеющей стали имеют большую устойчивость к коррозии, могут работать при огромном давлении (до 1000 Мпа). В последнее время на рынке стали появляться модификации с полимерным покрытием, которые обладают улучшенными эксплуатационными характеристиками.
- Задвижки из цветных металлов и сплавов могут применяться на трубопроводах, предназначенных для транспортировки газов и практически любых жидкостей, в том числе и углеводородов с большой вязкостью. Также как и нержавеющая арматура запорного типа
Принцип действия задвижек основан на повороте шпинделя, который передает усилие и смещает клин, прижимающий запорные элементы к внутренним стенкам корпуса устройства. Благодаря этому происходит прерывание потока рабочей среды. Все основные поломки запорной арматуры связаны с выходом из строя уплотнений, шпинделя или нарушением герметичности корпуса (особенно у чугунных задвижек).
Ремонт запорной арматуры — возможные неисправности
Долговечность и работоспособность запорной арматуры во многом зависит от правильной организации комплекса профилактического обслуживания и планово-предупредительных ремонтов.
В комплекс работ можно включить следующие мероприятия:
- Плановый осмотр и проверка работоспособности устройства. Корпус устройства постоянно должен очищаться от пыли грязи, все подвижные элементы должны быть тщательно смазаны. Не стоит пренебрегать и таким этапом профилактики, как промывка задвижки. Дело в том, что многие технические жидкости включают в себя песок и другие механические примеси. Осаждаясь на поверхности уплотнительных и перекрывающих элементов, они не позволяют полностью прервать поток рабочей среды.
- Кроме того, движение таких примесей может привести к повреждению рабочих элементов задвижки (появлению задиров, вмятин).
- Текущий ремонт запорной арматуры может осуществляться непосредственно на месте установки устройства, без демонтажа с трубопровода.
 Для этого необходимо отключить участок трубопровода, на котором установлена задвижка.
Для этого необходимо отключить участок трубопровода, на котором установлена задвижка.
Чаще всего ремонт заключается в зачистке уплотнений. Для этого необходимо извлечь запорный механизм из корпуса арматуры.
При очистке уплотнения при помощи ножа, необходимо следить за тем, чтобы его лезвие находилось в контакте со всей поверхностью уплотнителя, в противном случае это может привести к образованию новых царапин.
При наличии на поверхности диска небольших царапин, можно выполнить притир элементов по месту. Грубую притирку можно выполнять с помощью закрепленной на основе наждачной бумаги, окончательная доводка выполняется при помощи специальных паст, из которых выделяют пасту ГОИ, позволяющую качественно отшлифовать поверхность диска.
Если повреждения на уплотнительных элементах значительны (царапины более 0,5 мм глубиной), то должна быть выполнена замена запорного механизма, ручной притиркой такие дефекты обычно устранить не получается. Для того чтобы не останавливать работу магистрали надолго, необходимо иметь запас запасных частей, можно использовать комплектующие от старых задвижек, вышедших из строя по другим причинам.
Для того чтобы не останавливать работу магистрали надолго, необходимо иметь запас запасных частей, можно использовать комплектующие от старых задвижек, вышедших из строя по другим причинам.
В самых тяжелых случаях приходится прибегать к демонтажу запорной арматуры, для выполнения ремонта в заводских условиях.
Для выполнения работ по притирки рабочих поверхностей применяются специальные внутришлифовальные и плоскошлифовальные станки.
В оборудование для ремонта запорной арматуры входят также и такие устройства как притиры. Их форма должна подбираться к каждой задвижке индивидуально, для получения максимального качества обработки, конфигурации поверхностей должны быть практически идентичными. Материал, из которого изготавливают притиры, должен быть более мягок, чем поверхности устройств. Это облегчит поиск неровностей на поверхности рабочих частей устройства.
Работа выполняется с применением специальной притирочной пасты, включающей в себя абразивные материалы. Окончательная обработка должна осуществляться с использованием составов на алмазной основе. После завершения работ по притирке, все остатки материалов должны быть смыты с поверхностей задвижки машинным маслом.
Окончательная обработка должна осуществляться с использованием составов на алмазной основе. После завершения работ по притирке, все остатки материалов должны быть смыты с поверхностей задвижки машинным маслом.
Неисправности шпинделя
Данный узел запорной арматуры также может выйти из строя. Чаще всего возникают следующие виды неисправностей:
- Нарушена герметичность сальниковой набивки и через шпиндель протекает рабочая жидкость. Для устранения данной неисправности необходимо разобрать устройство, удалить сальниковую набивку. После этого необходимо тщательно очистить сам шпиндель, проверить его состояние, не допускается наличие на нем следов коррозии, нарушения геометрии. При существенных повреждениях шпинделя ремонт запорной и регулирующей арматуры заключается в замене неисправного элемента. Затем необходимо собрать задвижку в обратной последовательности с нанесением новой сальниковой набивки.
- Еще одна, достаточно распространенная неисправность — при повороте маховика шпиндель задвижки не вращается.
 Для устранения неполадки необходимо открутить фиксирующую гайку, снять маховик устройства. После этого необходимо запилить на шпинделе новые прямоугольные грани, на которые можно будет одеть маховик (после ремонта он будет сидеть несколько ниже по шпинделю).
Для устранения неполадки необходимо открутить фиксирующую гайку, снять маховик устройства. После этого необходимо запилить на шпинделе новые прямоугольные грани, на которые можно будет одеть маховик (после ремонта он будет сидеть несколько ниже по шпинделю). - Также часто встречается и ситуация, когда и маховик и шпиндель вращаются, а задвижка не открывается. В этом случае виной является нарушение сцепления диска и нижней части шпинделя, или нарушение (закругление) его граней. Для ремонта задвижка разбирается, шпиндель соединяется с дисками. При закруглении граней вернуть им форму можно методом ковки, если такой возможности нет, придется прибегнуть к замене шпинделя полностью.
В общем, запорная арматура отличается достаточно надежной и обладает хорошей ремонтопригодностью. Главное не забывать уделять должное внимание профилактическому обслуживанию.
РЕМОНТ АРМАТУРЫ В БЕТОНЕ
🕑 Время чтения: 1 минута
Ремонт корродированной или изношенной стальной арматуры и предварительно напряженных стоек является одним из методов восстановления изношенных элементов конструкции для восстановления их первоначальной несущей способности. Коррозия арматуры часто происходит из-за химических атак, пожара и случайных порезов.
Коррозия арматуры часто происходит из-за химических атак, пожара и случайных порезов.
После определения причины повреждения стали ее можно устранить путем замены изношенных стержней или замены частично изношенных стержней. Перед началом ремонтного процесса арматуру подвергают оценке ее состояния и подготавливают стальные стержни к методам ремонта.
Необходимо предусмотреть надлежащую процедуру вскрытия и подготовки поврежденных стальных стержней, в противном случае метод ремонта не будет соответствовать требованиям долговечности.
Содержание:
- Процедура для ремонта армии
- 1. Удалите бетон вокруг стальных стержней
- 2. Очистить и осмотреть арматуру
- 3. Мягкая усилителя или предварительная прямая.
Удаление бетона вокруг стальных стержней следует проводить осторожно, чтобы предотвратить дальнейшее повреждение арматуры. Этого можно достичь, во-первых, определив местоположение, глубину, размер и соотношение стальных стержней с помощью локатора стержней или измерителя покрытия, а во-вторых, используя правильный метод удаления бетона.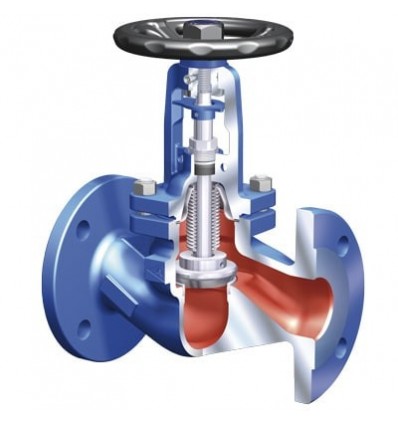
Часто необходимо обеспечить надлежащее крепление, чтобы снять нагрузку с элемента. Крепление должно быть проверено до начала удаления бетона. Следует избегать вибрации арматуры, чтобы не повредить ее сцепление с бетоном вокруг зоны ремонта. Кроме того, следует соблюдать осторожность, чтобы не порезать стальные стержни во время удаления бетона.
Поврежденный и потерявший бетон удаляется вокруг стальных стержней. Если весь испорченный бетон удален, а стальные стержни частично обнажены, то не требуется удалять весь бетон вокруг стержней.
Тем не менее, процесс удаления бетона должен продолжаться, чтобы очистить пространство максимального размера заполнителя плюс 6 мм за стальными стержнями, если они должны избавиться от ржавчины, коррозии или должным образом не сцепиться с бетоном.
Рис. 1: Открытие армирования 2. Очистка и осмотр армирования После удаления бетона стальные стержни очищают и тщательно проверяют, чтобы выяснить, способны ли они выполнять свои функции. Проволочную щетку можно использовать, если доступ к этой области затруднен, в противном случае для очистки стальных стержней от мусора и других загрязнений в основном требуется пескоструйная обработка.
Проволочную щетку можно использовать, если доступ к этой области затруднен, в противном случае для очистки стальных стержней от мусора и других загрязнений в основном требуется пескоструйная обработка.
3. Ремонт слабой арматуры или предварительно напряженной арматуры
Ремонт арматуры включает ремонт мягкой арматуры и предварительно напряженной арматуры. Замена арматуры или дополнительная арматура — это два метода, которые можно использовать для обоих типов ремонта стали:
3.1 Ремонт мягкой арматурыПосле вскрытия и очистки арматуры следует принять решение о замене стальных стержней или дополнении частично поврежденной арматуры.
A. Замена арматурыПри выборе замены арматуры изношенные части стержней вырезаются, а затем в них вваривается мягкая арматурная сталь. Длина нахлеста должна соответствовать применимым нормам, таким как ACI 318.
Вместо соединения внахлест можно использовать сварное соединение.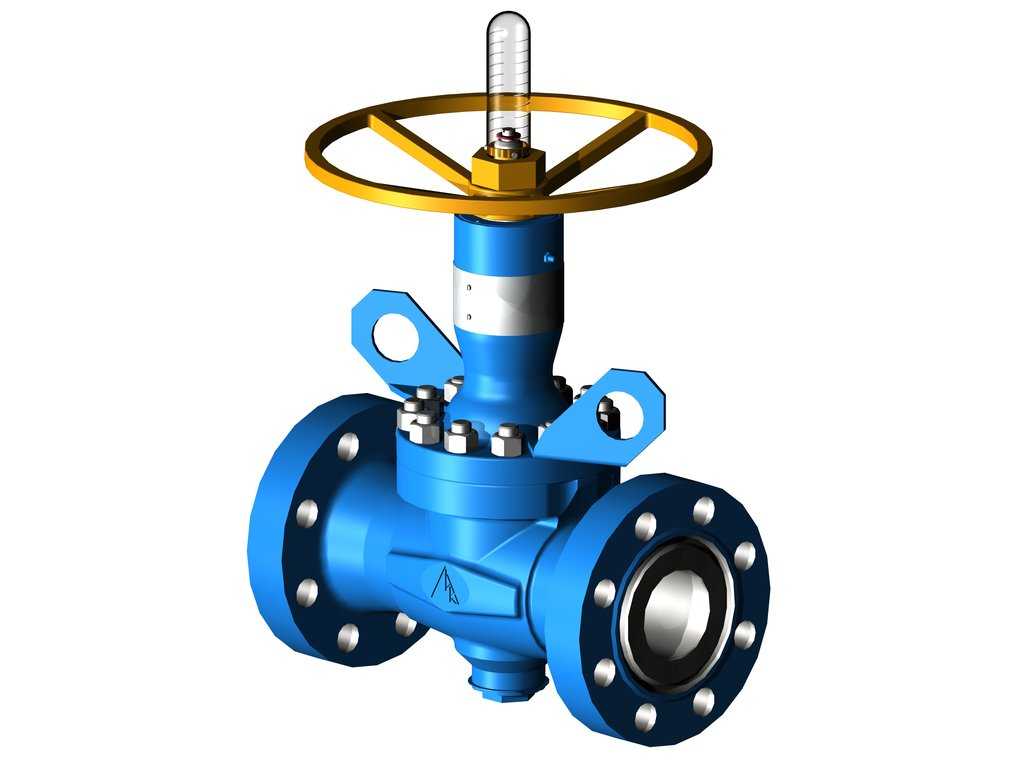 Точно так же сварное соединение должно выполняться в соответствии с такими нормами, как ACI 318 и Американское общество сварщиков.
Точно так же сварное соединение должно выполняться в соответствии с такими нормами, как ACI 318 и Американское общество сварщиков.
Следует помнить, что сварное соединение не подходит для стержней более 25 мм. Это связано с тем, что процесс сварки может привести к расширению закладных стержней и вызвать растрескивание окружающего бетона.
Сварки встык обычно избегают из-за высокой квалификации, необходимой для выполнения сварного шва с полным проплавлением, поскольку задняя сторона стержня обычно недоступна.
Механическое соединение — еще один метод, который можно использовать для соединения стальных стержней. Он также должен соответствовать требованиям ACI 318. Доступные в продаже подходящие механические соединительные устройства можно найти в ACI 339.3R.
Рис. 3: Замена и покрытие стержней B. Дополнительная арматура Дополнительная арматура используется, когда закладные стальные стержни потеряли поперечное сечение или не соответствуют требованиям, или необходимо усилить элемент. Ответственный инженер должен решить, используется ли дополнительное армирование или нет, и каждому участнику требуется свое собственное решение.
Ответственный инженер должен решить, используется ли дополнительное армирование или нет, и каждому участнику требуется свое собственное решение.
Изношенные стержни следует очистить, а бетон необходимо удалить, чтобы можно было разместить дополнительные стержни рядом с поврежденной арматурой. Длина дополнительных стержней равна длине изношенной части изношенных стержней плюс длина соединения внахлест с каждой стороны.
Более того, если для предотвращения коррозии в будущем на арматуру наносится такое покрытие, как эпоксидная смола, полимерцементный раствор или покрытие с высоким содержанием цинка, толщина покрытия должна быть меньше 0,3 мм, чтобы предотвратить потерю связи при деформации.
Наконец, следует предотвратить проливание покрытия на основной бетон, так как это уменьшит развитие сцепления.
Рис. 4: Дополнительная арматура 3.2 Ремонт Предварительно напряженная сталь Ухудшение состояния или повреждение прядей или стержней может произойти в результате удара, ошибки проектирования, перегрузки, коррозии или пожара. Огонь может отжигать холоднодеформированную высокопрочную предварительно напряженную сталь.
Огонь может отжигать холоднодеформированную высокопрочную предварительно напряженную сталь.
Возможно, потребуется снять натяжение несвязанных высокопрочных прядей перед ремонтом и повторно натянуть после ремонта, чтобы восстановить первоначальную структурную целостность элемента.
A. Скрепленные прядиПоскольку предварительно напряженная прядь склеена, после ремонта повторно напрягается только открытая и поврежденная часть. Процедура ремонта требует замены поврежденного участка новым участком пряди, соединенным с существующими концами неповрежденных прядей.
Новая секция пряди и открытые участки существующей пряди должны быть предварительно натянуты, чтобы соответствовать уровню напряжения связанной пряди.
Рис. 5: Обнажение и очистка сухожилийРис. 6: Установлены новые сухожилияРис. 7: Операции пост-натяженияРис. 8: Заливка цементных материалов B. Несвязанные жилы Пряди защищены от коррозии оболочкой, антикоррозионным материалом или их комбинацией. Основной причиной выхода из строя незакрепленного сухожилия является коррозия концевых соединений.
Основной причиной выхода из строя незакрепленного сухожилия является коррозия концевых соединений.
Поврежденная часть пряди может быть обнажена путем выемки бетона и разрезания обшивки. Нескрепленные сухожилия можно испытать, чтобы проверить их способность выдерживать расчетную нагрузку.
Это можно сделать, прикрепив патрон и муфту к открытому концу пряди и выполнив тест отрыва. Обычно для этого требуется не менее 20 мм свободной пряди за пределами переборки.
Если в пряди наблюдается чрезмерная коррозия, происходит выход из строя, и прядь необходимо заменить или срастить. Перед удалением или повторным натяжением несвязанных предварительно напряженных прядей может потребоваться укрепление ремонтируемого пролета и соседних пролетов на расстоянии до нескольких пролетов.
Прядь обрезается с обеих сторон износа, а удаленная часть пряди заменяется новой секцией. Новая прядь присоединяется к существующей пряди в месте разрезов. Затем отремонтированная прядь подвергается предварительному напряжению.
Углеродное волокно или эквивалентные системы доступны для дополнения армирования предварительно напряженных, постнапряженных и армированных конструкций из мягкой стали.
Эта система обычно наклеивается на внешнюю поверхность. Если армируемый компонент не разгружен, система усиления обеспечивает армирование только для будущих нагрузок.
Волокнистая обмотка обычно используется для армирования колонн, особенно в сейсмоопасных зонах. Существуют системы, которые восстанавливают высохший и поврежденный защитный барьер внутри обшивки.
Распространенные проблемы с арматурой и способы их устранения
Благодаря своей долговечности и способности выдерживать значительный вес и давление армированная сталь (арматура) уже давно используется в самых разных коммерческих и промышленных целях. Это материал, который обеспечивает несущую основу для всего, от мостов до небоскребов, и наиболее известен своими долгосрочными свойствами. К сожалению, если не соблюдать надлежащие меры по строительству, с арматурой может произойти ряд проблем, некоторые из которых могут поставить под угрозу структурную целостность здания, которое она должна поддерживать. Таким образом, своевременное решение проблем может предотвратить их перерастание во что-то более серьезное и потенциально опасное. Например, одной из очень распространенных проблем с арматурой является ржавчина.
Таким образом, своевременное решение проблем может предотвратить их перерастание во что-то более серьезное и потенциально опасное. Например, одной из очень распространенных проблем с арматурой является ржавчина.
В зависимости от климата и от того, постоянно ли установленная конструкция подвергается воздействию влаги (например, ходовая часть мостов над водой и внутренняя часть бассейна могут быть основными проблемными местами), может возникнуть коррозия. Это может привести к неприглядным пятнам ржавчины и, если их не лечить, к ослаблению арматуры. Подрядчики понимают важность предотвращения таких ситуаций в первую очередь, поэтому опытные строители используют только надлежащие инструменты для изготовления арматуры (резаки для арматуры, гибочные станки для арматуры и т. д.).
Если вы работаете с армированной сталью, очень важно знать правильный способ устранения проблем, которые, как известно, влияют на нее, а не использовать ярлыки или вообще избегать проблемы. Вот несколько примеров арматуры, нуждающейся в ремонте, и способы правильного устранения проблемы.
Как вы можете ясно видеть на этой картинке, арматура, которая изначально была помещена внутри этой бетонной конструкции, стала оголенной. Это может произойти по многим причинам, но то, что здесь происходит, называется «отслаиванием». Это результат проникновения воды; вода проникает через щели в бетоне и контактирует с металлом, что со временем приводит к ржавлению армированной стали и коррозии изнутри как арматуры, так и бетона.
Отслаивание лучше всего устраняется с помощью распылителя высокого давления для удаления любой и всей поверхностной ржавчины, которая может присутствовать. Затем на открытый металл наносится специальное защитное покрытие, содержащее антикоррозийные вещества, чтобы предотвратить дальнейшее повреждение. После того, как этот материал затвердеет, можно нанести свежий раствор, чтобы заполнить зазор и, по сути, покрыть открытую арматуру.
Особенностью, которая делает арматуру такой прочной, является наличие множества небольших выступов. Гладкий кусок металла плохо справляется с удержанием тысяч фунтов веса от соскальзывания, поэтому правильное резьбовое крепление так важно. Существует определенный способ нарезки арматуры, заключающийся в фрезеровании наконечников до заданного размера и формы. Этот процесс может быть успешно выполнен только с помощью соответствующих инструментов для арматуры. Попытка вставить резьбу без предварительного измерения и обрезки концов может привести к смещению и нестабильности конструкции.
Гладкий кусок металла плохо справляется с удержанием тысяч фунтов веса от соскальзывания, поэтому правильное резьбовое крепление так важно. Существует определенный способ нарезки арматуры, заключающийся в фрезеровании наконечников до заданного размера и формы. Этот процесс может быть успешно выполнен только с помощью соответствующих инструментов для арматуры. Попытка вставить резьбу без предварительного измерения и обрезки концов может привести к смещению и нестабильности конструкции.
Армированная сталь изготавливается в виде длинных стержней, которые необходимо подогнать по размеру и согнуть, прежде чем их можно будет использовать для ряда проектов. При создании каркаса строители должны полагаться на прецизионную точность в отношении вырезаемых размеров и используемых углов. Для обеспечения соблюдения этих условий и исправления любых ошибок на объекте используются устройства для резки и гибки арматуры. Эти инструменты предоставляют своим пользователям неизменно точные полосы.