Фиксация резьбовых соединений
Статьи
Моментальные клеи
Моментальные клеи Loctite созданы на базе цианакриловой кислоты и этилового или метилового спиртов в сочетании с различными добавками. Эти быстродействующие клеи могут склеивать практически все материалы.
Герметик для кузова
Герметик для кузова автомобиля — это современное средство, используемое при ремонте кузовном ремонте. Бывает различных видов и предназначения.
Герметик для окон
Герметики для окон LOCTITE и TEROSON — это современный, практичный и удобный способ для герметизации окон
Главная » Технологии » Фиксация резьбовых соединений
Фиксация резьбовых соединений стала популярной. Соединения подобного рода широко используют в самых различных видах работ по эксплуатации оборудования. Несмотря на незначительность процесса не стоит недооценивать его важность.
Способы фиксации резьбовых соединений- Механическая фиксация.

- Блокирующие механизмы. Избавят от самостоятельного откручивания гайки. Дело затратное, а также подобные механизмы повреждают поверхность.
- Фрикционные механизмы. Их применяют с целью увеличить трение при фиксации. Но подобные устройства все же не дают 100% результат и под давлением она слабеет.
- Фиксаторы резьбы Loctite. Средство, которое обеспечит надежность фиксации при любых нагрузках.

Есть проблема обратная самому процессу. Вы болт ввинчиваете, а он напротив — сводит весь результат на нет. Что же является тому причиной? На фиксируемый болт совершается определенная нагрузка и гайка, приближаясь к его головке, образует сжимающую силу между ними. И как со многими вещами в жизни, как только перестали контролировать процесс, то есть давить, то гайка вполне может начать самостоятельно откручиваться. Все эти действия вовсе не способствуют затяжке болта. Сила сцепления будет значительно слабее, если на соединения время от времени совершаются разного рода нагрузки, вибрации. Оно как следует не заблокировано, а значит гайка беспрепятственно перемещается по резьбе. Если нагрузки или же вибрации могут совершаться в разных направлениях, то следует уделить особое внимание фиксации соединений, так как они изнашиваются быстрее.
Все эти действия вовсе не способствуют затяжке болта. Сила сцепления будет значительно слабее, если на соединения время от времени совершаются разного рода нагрузки, вибрации. Оно как следует не заблокировано, а значит гайка беспрепятственно перемещается по резьбе. Если нагрузки или же вибрации могут совершаться в разных направлениях, то следует уделить особое внимание фиксации соединений, так как они изнашиваются быстрее.
С другой стороны, причиной плохой фиксации является изменение длинны болта, а вследствие – затяжка становится слабее. Это происходит из-за изменения давления на ось или показателей температуры. Но и в том и в другом случаях есть разумное решение.
Для чего предназначен резьбовой фиксатор Loctite?Главная задача фиксатора избавить вас от таких неприятностей, как самостоятельно откручивающиеся гайки или другие резьбовые соединения под влиянием различных вибраций и нагрузок. Данное средство для удобства использования изготовляется в различном виде – это могут быть как полутвердые вещества, так и жидкости низковязкой консистенции, которые надежно зафиксируют резьбу и предотвратят коррозию деталей.
Использовать клей Loctite решение практичное и выгодное потому как:
- Их без труда можно применять во время фиксации резьбы самого разнообразного размера.
- По составу они однокомпонентные, легко наносятся на рабочую поверхность.
- Клей увеличивает плотность резьбовых соединений и дает возможность использовать в роботе сквозные резьбовые отверстия.
- Обеспечивает стойкость к вибрации, избавляет от ослабления затяжек и коррозии.
- Перед непосредственным применением средства, рабочую поверхность необходимо обезжирить, очистить и высушить.
- В случае, если клей будет нанесен при низких температурах (ниже отметки в +5 °C), резьбовые поверхности следует обработать специальными составами составами Loctite 7240 или Loctite 7649.
- Рабочую поверхность, ранее взаимодействующую со смазочно-охлаждающими составами или же моющими растворами, требуется тщательно вымыть теплой водой, чтобы избавится от налета.

Фиксация резьбового соединения
Болт – это крепежная резьбовая деталь в виде цилиндрического стержня с головкой, часть которого снабжена резьбой, предназначенной для навинчивания гайки.
Условное графическое изображение болта в исполнении 1 по ГОСТ 7805-70 и ГОСТ 7798-70 представлено на рисунке ниже.
А это реальное фото болта с гайкой в профиль.
Гайка – вид крепежного изделия с отверстием, в котором нарезана резьба.
Обычно, гайки изготавливаются шестигранной формы под гаечный ключ, но могут быть и квадратными, круглыми с насечкой, с выступами под пальцы («барашки») или другой формы. Основное назначение гаек, вместе с болтом – соединение деталей.
Основное назначение гаек, вместе с болтом – соединение деталей.
Шайба (от нем. Scheibe) – деталь, подкладываемая под гайку или головку болта (винта) с целью создания большей опорной площади, уменьшения повреждений поверхности детали, а также предотвращения самоотвинчивания крепежной детали
Шайбы бывают: круглые, косые, корончатые, пружинные (гровер), стопорные, быстросъемные, уплотнительные, концевые, сферические и т. д.
Сейчас больше других востребованы шайбы, предотвращающие самоотвинчивание.
Пружинная шайба (гровер ( нем. Grower), шайба Гровера) – металлическая деталь машин и механизмов, в виде разрезанного кольца. Одна из самых распространенных деталей для предотвращения самоотвинчивания резьбовых соединений. Подкладывается между гайкой и крепёжной поверхностью.
В принципе, всех выше перечисленных изделий должно хватать для предотвращения самоотвинчивания и надежной фиксации изделия. Во многих случаях их и правда достаточно, а иногда катастрофически мало.
Во многих случаях их и правда достаточно, а иногда катастрофически мало.
Вибрация может ослабить даже самые сильно затянутые соединения, собранные с любыми видами шайб (гровер, коронная шайба, шайба с насечками и тд.).
Почему так происходит?.
Дело в том, что резьбовые соединения – это разъемные соединения деталей машин при помощи винтовой или спиральной поверхности (резьбы).
Это соединение наиболее распространено из-за его многочисленных достоинств. В простейшем случае для соединения необходимо закрутить две детали, имеющие резьбы с подходящими друг к другу параметрами. Для рассоединения (разьема) необходимо произвести действия в обратном порядке.
Практически в любом, новом, резьбовом соединении есть люфт. Убедитесь сами: гайка не сидит плотно на болте! Исключения составляют гайки с пластиковым кольцом, или какие то аналогичные способы фиксации.
Так вот, именно из-за этого люфта и происходит отвинчивание болта/гайки. Гроверы и другие аналогичные шайбы могут помочь не всегда. Да и хранить в гараже или на складе целую кучу гроверов не всегда удобно. Одних только размеров может быть великое множество, а универсальных нет! Точнее есть, но этот материал из другого разряда.
Анаэробный фиксатор – это однокомпонентный материал, который отверждается при комнатной температуре при условии отсутствия контакта с кислородом
Жидкий компонент отверждения остается неактивным до тех пор, пока он находится в контакте с атмосферным кислородом.
Если фиксатор лишен доступа атмосферного кислорода, например, при соединении деталей, происходит быстрое отверждение — особенно при одновременном контакте с металлом.
Это отверждение может быть представлено следующим образом: при прекращении поступления атмосферного кислорода формируются свободные радикалы под действием ионов металла (Cu, Fe), эти свободные радикалы способствуют началу процесса полимеризации.
Полимеризация фиксатора при анаэробной реакции: при постоянном воздействии кислорода фиксатор остается в жидком состоянии (1)
При попадании фиксатора в зазор прекращается поступление кислорода (2), пероксиды преобразуются в свободные радикалы, вступая в реакцию с ионами металла.
Свободные радикалы стимулируют формирование полимерных цепочек (3)
Отвержденное состояние (4) представляет собой твердую структуру со сшитыми полимерными цепочками.
Как это выглядит в жизни и как это работает? Попробую сейчас продемонстрировать и прокомментировать
А вот и наши болт с гайкой, в компании с очистителем Permabond Cleaner A:
Очиститель необходим для более прочного соединения, так как удаляет жир и прочие загрязнения, не оставляя следов.
В качестве очистителя НЕ РЕКОМЕНДУЕТСЯ использовать бензин или ацетон
Эти очистители оставляют после себя пленку, которая ухудшает адгезию фиксатора.
Пока обезжиренные поверхности сохнут, попробую показать, как выглядит анаэробный фиксатор в жизни.
Для наглядности, я взял универсальный фиксатор резьбы Permabond A130, средней степени фиксации. Почему я выбрал именно Permabond A130? Да просто он был ближе всех J.
На самом деле все фиксаторы делятся на следующие группы:
- Фиксаторы низкой прочности – Permabond A011. Собранные с помощью таких фиксаторов соединения можно разобрать обычным инструментом, без особых усилий
- Фиксаторы средней прочности – Permabond A1042, Permabond A113; Permabond A 130. Собранные с помощью данных фиксаторов соединения можно разобрать обычным инструментом, но с усилием
- Фиксаторы высокой прочности – Permabond HM129, Permabond Hh231. Собранные с помощью данных фиксаторов соединения можно разобрать только специальным инструментом («болгаркой», газосварочным аппаратом J) или путем нагрева соединений выше +30 °С
Процесс полимеризации (отверждения) резьбового фиксатора, от 5 до 40 минут.
 Это время зависит от самого фиксатора, от металла, с которым будет контактировать фиксатор и от условий окружающей среды
Это время зависит от самого фиксатора, от металла, с которым будет контактировать фиксатор и от условий окружающей среды
Время фиксации, на разных металлах, разное. Самым активным металлом считается медь и ее сплавы (время фиксации от 5 минут), а самым не активным металлом, нержавейка и гальваническое покрытие (время фиксации от 30 минут). Для не активных металлов, рекомендую использовать активатор Permabond A905.
Также при выборе фиксатора следует руководствоваться и другими параметрами:
- Вязкость фиксатора (густой или более жидкий)
- Условия работы соединения (рабочая температура, рабочая среда, разборное/не разборное соединение)
- Желаемое время фиксации ( требуется/не требуется регулировка соединения)
- Чистота поверхности (обезжиренная или маслянистая поверхность)
Но вернемся к вышеупомянутому фиксатору Permabond A130. Вот так он выглядит в жидком виде на плоской поверхности.
А так жидкий фиксатор Permabond A130 выглядит на наклонной поверхности.
Как уже было сказано выше, для полимеризации анаэробного фиксатора требуется металл и отсутствие воздуха. Но есть еще один способ –применение активатора Permabond A905. Он имитирует присутствие очень активного металла и поэтому отверждение происходит даже на воздухе.
Вот во что превращается анаэробный фиксатор после отверждения.
Напоминает пластик.
Берем болт, фиксатор Permabond A130 и наносим его на одну из поверхностей детали.
Полезный совет: для глухих отверстий, наносите клей прямо на его дно, а не на крепежную деталь. Если есть зазор, тогда вместо этого нанесите клей на внутреннюю резьбу отверстия.
При нанесении фиксатора на болт, как это более правильно, получается следующее.
Далее спокойно накручиваем гайку.
И вот что получается в конечном итоге.
Небольшой синий наплыв – это излишки фиксатора. Существует 3 варианта борьбы с ними:
- Наносить фиксатор в нужном количестве
- После сборки, удалять излишки ветошью
- Воспользоваться активатором, и после отверждения удалить, например, металлической щеткой
С излишками определились, теперь вернемся к тому, что происходит между болтом и гайкой.
Из жидкого состояния Permabond A130 превращается в подобие пластика (мы это уже видели чуть выше) и первоначальный процесс превращения занял 20 минут.
Есть несколько понятий, связанных с процессом полимеризации анаэробных фиксаторов:
- Начальная прочность – прочность, при которой изделие фиксируется. Обычно это несколько минут
- Рабочая прочность – время, через которое только что склеенное соединение можно запускать в эксплуатацию. К этому времени соединение достигнет ~ 60 % от своей конечной прочности, и поэтому его уже можно подвергать обычным нагрузкам. Рабочая прочность достигается от нескольких минут, до нескольких часов
- Полная прочность – прочность, при которой достигается 100 % полимеризация и проявление всех заявленных характеристик
 К этому времени соединение достигнет ~ 60 % от своей конечной прочности, и поэтому его уже можно подвергать обычным нагрузкам. Рабочая прочность достигается от нескольких минут, до нескольких часов
К этому времени соединение достигнет ~ 60 % от своей конечной прочности, и поэтому его уже можно подвергать обычным нагрузкам. Рабочая прочность достигается от нескольких минут, до нескольких часовЧерез час, когда появилась рабочая прочность, инструментом можно раскрутить соединение, полученное с помощью фиксатора средней прочности.
Кстати, очень важно учитывать диаметр и задействованную длину крепежных деталей, если в будущем их потребуется демонтировать
Удвоение диаметра увеличит прочность в шесть раз!
Как видите, фиксатор заполнил все пустоты между витками резьбы. То же самое произошло и с резьбой на гайке.
Заполнив все пустоты и склеив обе поверхности, фиксатор Permabond A130 позволил надежно зафиксировать резьбовое соединение.
По сравнению с шайбами, фиксация происходит по всей поверхности резьбы, а не только под шляпкой болта или гайкой. И поверьте, вибрация, делающая свое черное дело, не сможет раскрутить это соединение. А на случай очень активной вибрации, у нас есть высокопрочные фиксаторы!
Заменить Permabond A130 и Permabond A1046 можно фиксатором EFELE 133.
Благодаря комплексу уникальных свойств EFELE 133 одновременно склеивает между собой поверхности, обеспечивает надежную фиксацию резьбы и 100 % герметизацию соединения
EFELE 133 защищает резьбовые соединения от влаги, коррозии и негативного воздействия нефтехимических продуктов, щелочей, газов и кислот, коррозии, предотвращает самопроизвольное отвинчивание
Анаэробный фиксатор-герметик EFELE 133 обеспечивает моментальное прочное соединение и может использоваться практически в любых условиях эксплуатации.
Как легко определить правильное резьбовое соединение
Гидравлические системы зависят от портов для жидкости, соединителей и резьбовых адаптеров для надлежащей герметизации оборудования. Правильное определение правильной резьбы или типа соединения имеет решающее значение для обеспечения правильной работы ваших гидравлических уплотнений, что обеспечивает надежность системы без утечек и оптимальную способность удержания давления.
Однако, если вы выберете неправильный тип резьбы, это может ухудшить герметизирующую способность соединения. Это может привести к повреждению системы, утечке и потенциальному отказу устройства, что приводит к увеличению времени простоя и дорогостоящему ремонту или замене деталей.
Специалисты по техническому обслуживанию и инженеры могут избежать этих проблем, используя быстрый проверенный метод идентификации резьбы, представленный в этом блоге.
Свяжитесь с нашей командой по шлангам
Каково назначение резьбового соединения?
Все резьбовые соединения включают в себя сопряжение охватываемой и охватывающей половин для создания соединения, удерживающего резьбу вместе. Это необходимо для создания надлежащего гидравлического уплотнения, хотя сама резьба часто не образует само уплотнение.
Параллельная неконическая резьба обычно рекомендуется для гидравлических систем. Все параллельные резьбы предназначены для того, чтобы соединять металлические детали, чтобы обеспечить работу уплотнительных механизмов. Фактический уплотнительный механизм обычно представляет собой уплотнительное кольцо, сжатие металла по металлу, эластомерное уплотнение, клеевое уплотнение (шайба с прикрепленной к ней прокладкой) или прокладку (в основном во фланцевых резьбовых соединениях).
Однако в некоторых типах резьбы, таких как коническая трубная резьба National/British, резьба может действовать как часть уплотнительного механизма, ввинчивая металл с такой силой, что он деформирует и герметизирует соединение. NFPA осуждает конические резьбы, хотя они все еще часто используются для удобства.
NFPA осуждает конические резьбы, хотя они все еще часто используются для удобства.
Какие проблемы возникают при неправильном определении типа соединения?
Проблемы с идентификацией типов резьбы могут привести к потере времени, поскольку операторы пытаются найти нужную резьбу. Это приводит к увеличению времени простоя и упущенной выгоде.
Однако ситуация быстро ухудшится, если вы выберете неправильный тип резьбы. К сожалению, одних только визуальных осмотров не всегда достаточно, чтобы определить, неправильный ли тип соединения.
При попытке стыковать два разных типа резьбы резьба может перепутаться из-за неправильного шага или диаметра. Нити либо не совпадут должным образом, либо вы рискуете сжать их вместе, что свяжет их вместе и не позволит уплотнительному механизму сжаться.
Что еще больше сбивает с толку, так это то, что даже совпадение размеров резьбы не является гарантией правильного соединения. Например, в фитингах SAE O-ring Boss и JIC используются одинаковые размеры резьбы, но уплотнительный механизм отличается. Оператор может скрутить резьбу и думать, что все в порядке, но позже, когда что-то пойдет не так, выясняется, что она никогда не была запечатана. Также можно испортить соединение, если перепутать нити, даже при одинаковом размере резьбы.
Оператор может скрутить резьбу и думать, что все в порядке, но позже, когда что-то пойдет не так, выясняется, что она никогда не была запечатана. Также можно испортить соединение, если перепутать нити, даже при одинаковом размере резьбы.
Все эти проблемы могут привести к утечкам, загрязнению и отказу устройства. К счастью, вы значительно снизите вероятность возникновения этих проблем, если сможете определить правильное подключение для начала.
Основные типы резьбовых соединений?
Хотя существует множество различных типов резьбовых соединений, операторы и специалисты по техническому обслуживанию могут упростить свою работу, сосредоточив внимание на соединениях, наиболее часто встречающихся в гидравлических системах. К этим типам подключений относятся:
- American Connections
- NPTF, NPSM, бобышка уплотнительного кольца SAE, торцевое уплотнительное кольцо и JIC
- Метрическая система
- Метрическое сжатие, метрическая бобышка уплотнительного кольца, метрический конус
- Британский
- БСПП, БСПТ
- Японский
- JIS
Необычные типы соединений
Существует много необычных типов соединений, которые используются в гидравлической промышленности. Вот несколько примеров. Хотя в настоящее время они используются все реже и реже, в некотором старом оборудовании могут использоваться типы резьбы Whitworth, аналогичные трубной резьбе британского стандарта. Если вы работаете с системами военного назначения или другим строго регламентированным оборудованием, вы можете увидеть тип резьбы AN, который является разновидностью JIC, используемой военными.
Вот несколько примеров. Хотя в настоящее время они используются все реже и реже, в некотором старом оборудовании могут использоваться типы резьбы Whitworth, аналогичные трубной резьбе британского стандарта. Если вы работаете с системами военного назначения или другим строго регламентированным оборудованием, вы можете увидеть тип резьбы AN, который является разновидностью JIC, используемой военными.
Как определить правильное резьбовое соединение
Если вы знаете, на что обращать внимание и какие шаги необходимо предпринять, определение типа резьбового соединения, которое вам нужно, может оказаться довольно эффективным процессом. Вот как быстро определить правильный тип резьбового фитинга:
Визуальная идентификация уплотнительного механизма
Рассмотрение типа соединения — это первый шаг к любой проверке. Это укажет вам правильное направление и сузит ваши варианты, вычеркнув варианты, которые заметно отличаются. В некоторых случаях печать будет настолько уникальной, что у вас будет только один вариант.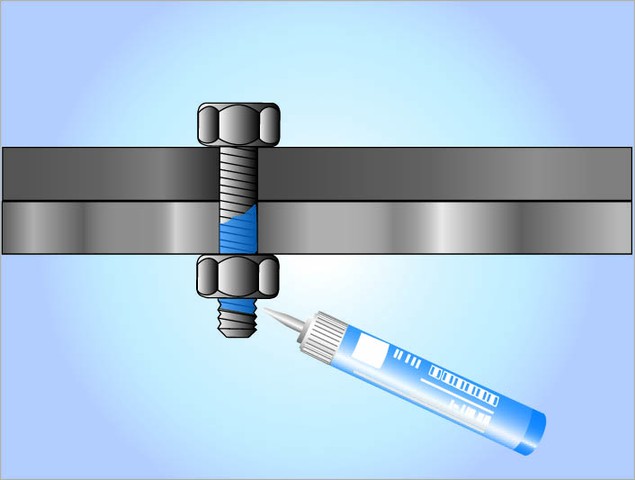
- Конусообразная печать? – JIC, SAE 45, NPSM, BSPP, JIS, метрическое сжатие, Komatsu, метрическое шаровое седло
- Есть ли уплотнительное кольцо? – Торцевое уплотнительное кольцо, бобышка уплотнительного кольца SAE, код 61 и код 62, фланец с 4 болтами, метрическая бобышка уплотнительного кольца, BSPP
- Резьба коническая? – NPT, BSPT или метрический конус
Измерить и сравнить
Как правило, при визуальном осмотре у вас будет несколько различных вариантов. Затем поиск правильного соединения становится вопросом сравнения конструкции каждого типа соединения с самой деталью. Выполнение измерений внутреннего и внешнего диаметров, резьбы и углов, а затем сравнение этих значений с данными на соответствующих таблицах (Таблица идентификации резьбы) поможет подтвердить этот процесс.
Выберите правильный размер резьбы
Для каждого размера соединения будет связан уникальный размер резьбы. Размер соединения соответствует размеру порта. Вам нужен размер резьбы больше, чем размер порта, чтобы обеспечить соединение.
Вам нужен размер резьбы больше, чем размер порта, чтобы обеспечить соединение.
Например, размер соединительного порта 3/4″ JIC имеет наружный диаметр резьбы 1-1/16″. В технических чертежах часто делают ошибку, указывая размер резьбы и путая его с размером порта — это не сработает. Мы рекомендуем назвать размер соединения и, при необходимости, сделать пометку о размере резьбы для контроля качества. Другими словами, назовите соединение 3/4″ JIC и, если вам нужно, объявите резьбу как резьбу 1-1/16″.
ТКП: Рукава и фитинги для любого промышленного применения
Хотите убедиться, что ваше резьбовое соединение является правильным? Как преданные своему делу поставщики шлангов, специалисты ТКП могут гарантировать, что вы получите наилучшие фитинги для всех ваших требований к промышленным и гидравлическим рукавам.
Нет слишком сложных операций. Свяжитесь со специалистами по шлангам в ТКП сегодня, чтобы получить помощь по всем вашим требованиям к шлангам и фитингам.
TCH Industries
We Are Hosers
Нашей основной задачей является распространение и производство шлангов для промышленности и связанных с ними продуктов. Основанная почти 40 лет назад, мы с гордостью владеем и управляем одной семьей. Нашими партнерами-производителями являются одни из самых крупных и лучших компаний: Eaton, Parker, Dixon Valve, Hose Master, Brennen, Hannay Reels и многие другие.
Короче говоря, мы являемся клиентоориентированной компанией по производству шлангов, в которой работают счастливые профессионалы, которые могут помочь вам удовлетворить все ваши потребности, связанные со шлангами. Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с нами, заполнив форму ниже!
Как устранить утечки в резьбовых соединениях сантехники | Домой Руководства
Автор: Robert Ferguson Обновлено 6 декабря 2018 г.
Протекающее водопроводное соединение может не только увеличить ваши счета за коммунальные услуги, но и растратить ценный природный ресурс. Резьбовые фитинги используются в сантехнической промышленности для соединения труб и арматуры. Резьбовые фитинги будут протекать, если они не герметизированы должным образом. Распространенной ошибкой домовладельцев является использование сантехнической замазки вместо шовного герметика или ленты для резьбы. Профессиональные сантехники наносят на фитинги герметик для стыков труб или ленту для резьбовых соединений перед их соединением, чтобы герметизировать стыки и предотвратить утечки.
Резьбовые фитинги используются в сантехнической промышленности для соединения труб и арматуры. Резьбовые фитинги будут протекать, если они не герметизированы должным образом. Распространенной ошибкой домовладельцев является использование сантехнической замазки вместо шовного герметика или ленты для резьбы. Профессиональные сантехники наносят на фитинги герметик для стыков труб или ленту для резьбовых соединений перед их соединением, чтобы герметизировать стыки и предотвратить утечки.
1.
Перекройте подачу воды в негерметичное соединение.
2.
Обрежьте трубу с обеих сторон негерметичного соединения на расстоянии не менее 1 дюйма от фитинга. Этот шаг необходим для того, чтобы вы могли отвинтить фитинги на стыках труб.
3.
Отсоедините негерметичное соединение с помощью разводных ключей или плоскогубцев. Крепко удерживая одну сторону фитинга, поверните другую сторону против часовой стрелки, чтобы ослабить и разделить две части.
4.
Очистите резьбу фитинга с наружной и внутренней резьбой, используя проволочную щетку, чтобы удалить старую трубную смазку, коррозию и мусор. Стандартная проволочная щетка лучше всего подходит для очистки штуцера; однако вам понадобится проволочная щетка для бутылок, чтобы почистить женскую сторону.
5.
Нанесите обильный слой герметика на резьбу фитинга с наружной резьбой. Нет необходимости наносить шовный герметик на внутреннюю сторону. Если вместо шовного герметика используется лента для резьбы, оберните наружную резьбу несколькими слоями материала.
6.
Вкрутите штуцер в штуцер и затяните до упора плюс еще на 1/2 оборота с помощью разводных ключей или плоскогубцев.
7.
Установите муфту для повторного соединения труб соответствующим образом. Трубы из ПВХ (поливинилхлорида) требуют, чтобы вы сначала очистили концы труб средством для очистки ПВХ, нанесли на трубы большое количество клея для ПВХ и соединили их муфтой.
Медные трубы требуют очистки концов труб наждачной бумагой, нанесения флюса для труб, соединения двух труб медной муфтой и пайки их вместе.8.
Включите подачу воды в соединение для проверки герметичности.
Things You Will Need
Adjustable wrench
Wire brush
Rags
Pipe joint compound
Couplings
PVC cleaner
PVC glue
Наконечник
Смочите трудносъемные фитинги проникающим маслом.
Сначала нанесите ленту на наружную резьбу, а затем нанесите слой герметика для соединения труб в качестве дополнительной меры для герметизации фитингов.
Флюс для труб — это состав, который облегчает и помогает предотвратить окисление во время пайки.
Для соединения труб и фитингов из ХПВХ необходимо использовать клей ХПВХ (хлорированный поливинилхлорид). Трубы и фитинги из ХПВХ используются для линий горячего водоснабжения.

 Медные трубы требуют очистки концов труб наждачной бумагой, нанесения флюса для труб, соединения двух труб медной муфтой и пайки их вместе.
Медные трубы требуют очистки концов труб наждачной бумагой, нанесения флюса для труб, соединения двух труб медной муфтой и пайки их вместе.